

基于“高精度多维度现场感知”、“工艺机理&算法深度融合”等核心技术
为离散和流程制造企业提供从点、到线、到面的整体解决方案
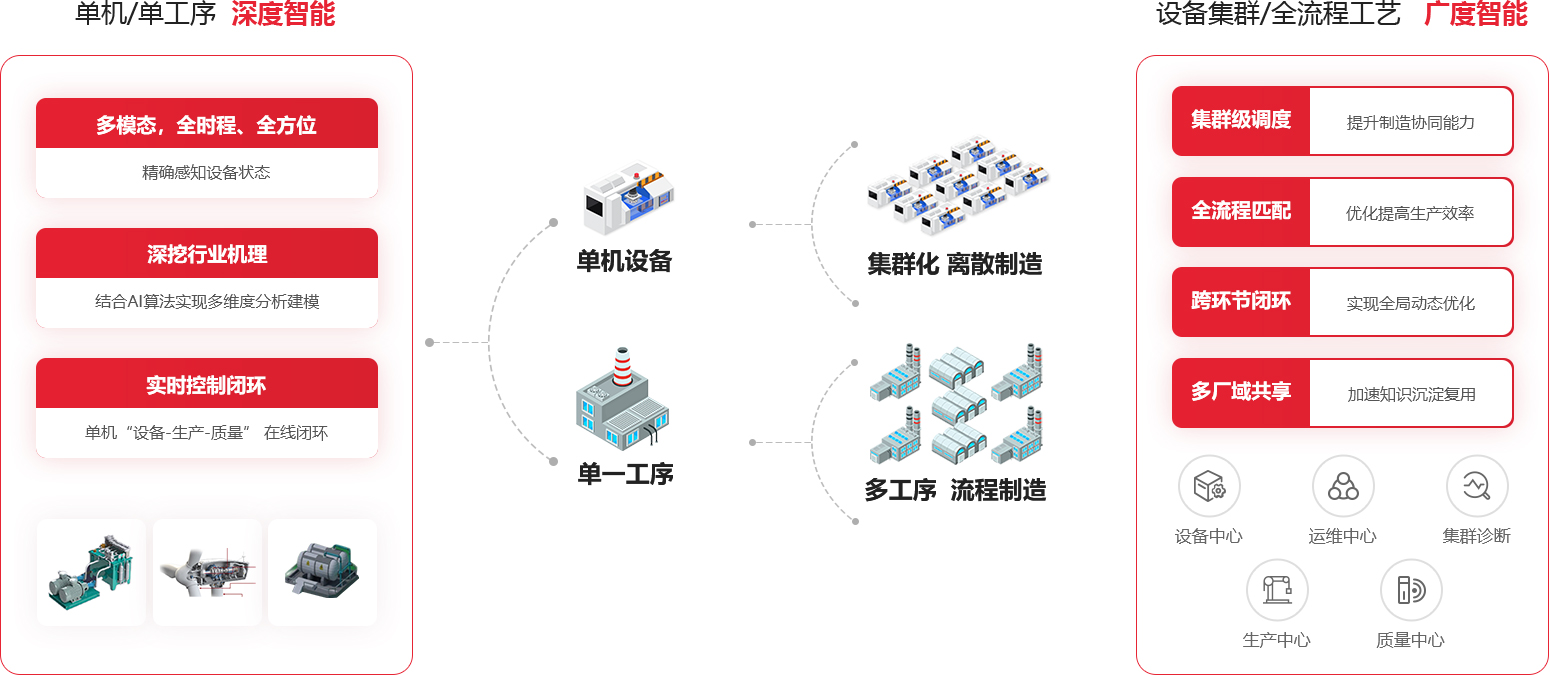







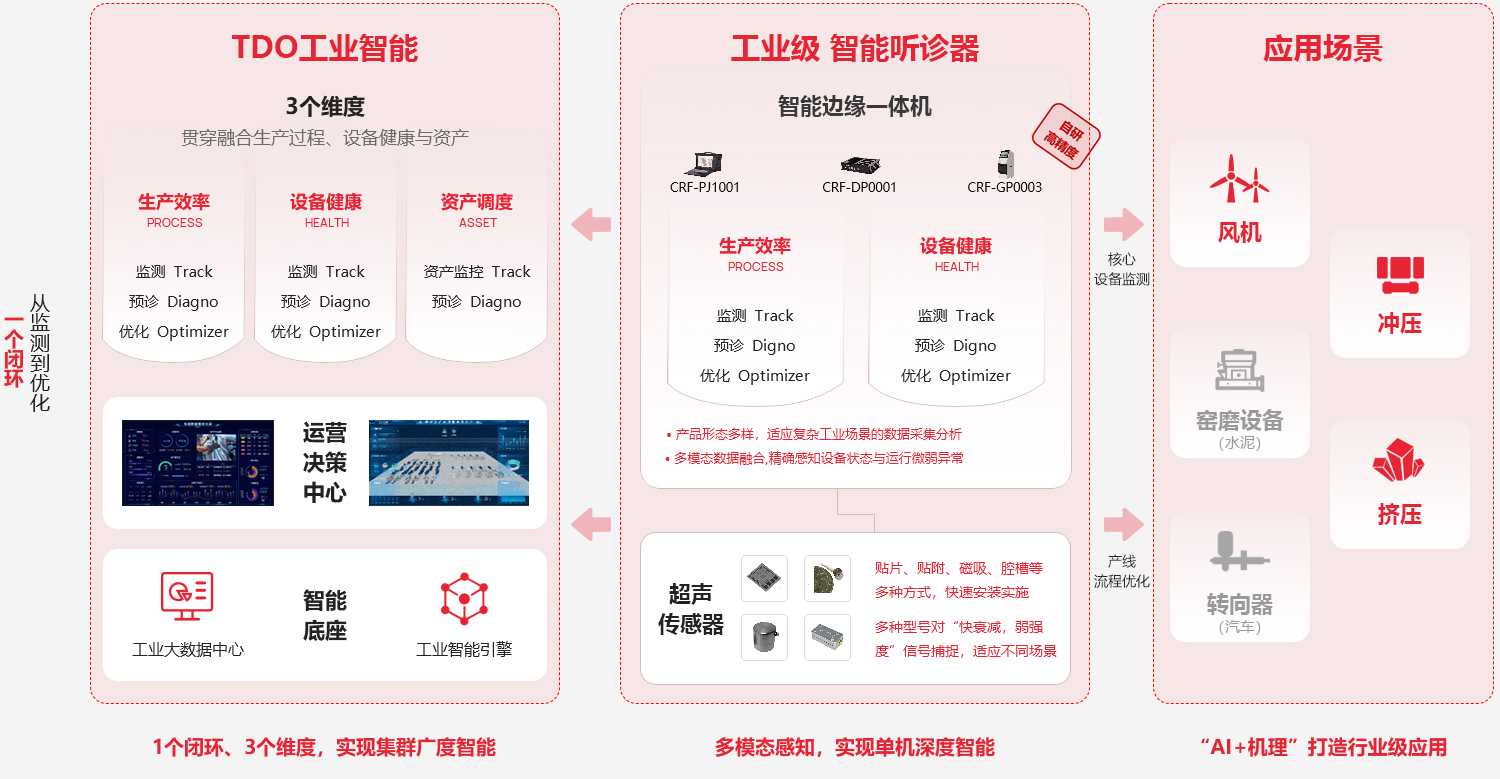
聚焦重点行业/关键设备
促进人工智能与多种核心行业的深度融合,“提供数据赋能、算法赋能、知识赋能”。

背景
无法对生产异常精准及时捕捉,导致产品批量异常。生产状态无法进行高效
追踪管理,产品质量波动生产成本太高。
成果
现场从300+检测点减少到50个,降低了客户70%升级成本,降低严重异常96% ,
异常产品减少90%,产品不良率下降78%。

背景
目前设备停故障停机损失较大,主要依赖计划检修,信息化手段不足,各个生产
基地的数字化水亚差异很大,无统一化管理
成果
基于多传感器多数据源融合+AI算法,涵盖振动、超声、温度、油品多种数据采集
与分析,精准识别早期故障实现预测性运维

背景
该风场采用点巡检模式,通过停机的方式对其进行诊断,66台风机需要耗时
3个月时间。点巡检效率低下,浪费大量的巡检人力,人工成本高昂。点巡
检质量较差,经常性出现漏检和过检的情况。
成果
成功发现7台异常机组。1台轴承脱落,2台齿轮胶合,4台前中期轴承磨损,
及时进行停机维修,减少维修时间约20%。

背景:
全球首创“全生物可降解PGA”工业示范项目,对于源头减碳意义重大
目前收率不稳定,工艺操作复杂,无法实现及时调整优化
方案:
通过各操作单元的工艺建模、预测分析、优化控制等相关智能化应用设计,最终实现全流程智能化提升,改善产品收率以及智能化安全生产水平。

背景:
新能源电池多工序制造工艺参数调节复杂,跨环节风险传递与产能不匹配现象,严重制约整体生产制造能力
方案:
基于全流程建模识别产能瓶颈、设备效能、生产效率等问题,实现整体OEE水平,生产智能化能力提升